產(chǎn)品列表
聯(lián)系我們
 電話: 020-26225615
電話: 020-26225615 ???????????? 020-26224970
網(wǎng)站: www.yulle.cn
齒輪泵殼體孔的加工夾具設(shè)計(jì)
齒輪泵殼體孔的加工夾具設(shè)計(jì)
[來源:未知]??? [作者白云泵業(yè)]??? [日期:2017-01-12 10:08]??? [熱度:]
由于齒輪泵孔加工的第二道工序是關(guān)鍵工序,白云泵業(yè)這里僅介紹本工序的夾具設(shè)計(jì)。
(1)夾具方案與結(jié)構(gòu):選擇齒輪泵泵體上G面和兩個(gè)φ9對(duì)角孔為定位基準(zhǔn),夾具上用兩銷一面定位。采用直線分度形式。用兩個(gè)鉤形壓板夾緊零件。圖1為夾具結(jié)構(gòu)示意圖(注:圖中只標(biāo)出關(guān)鍵尺寸和主要零件序號(hào))。夾具體1為角鐵形,用螺釘、錐銷裝于拖板上。移動(dòng)分度塊2與夾具體1通過燕尾導(dǎo)軌配合,并用螺栓3鎖緊。在分度塊2上裝有圓柱銷4和削邊銷9,通過這兩銷和平面P使零件定位于分度塊2上,并用兩鉤形壓板14壓緊。支承座6用于支承刀具尾端。用手拉式圓柱銷分度對(duì)定機(jī)構(gòu)。為方便操作,將工件安裝在夾具右邊,夾具體、分度塊上開有孔,以便刀具進(jìn)入工件加工。為防止切屑進(jìn)入件1與2的結(jié)合面,在夾具體1的孔中裝有防屑套10。
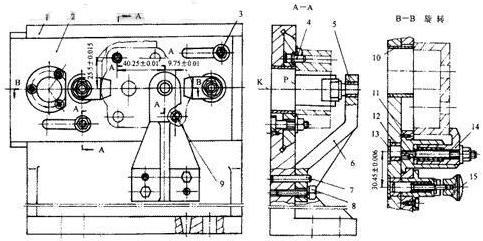
1.夾具體 2.移動(dòng)分度塊 3.鎖緊螺母 4.圓柱定位銷 5、12.襯套 6.支承座 7.圓柱銷 8.螺釘 9.削邊定位銷 10.防屑套 11.騎縫銷 13.密封塊 14.鉤形壓板機(jī)構(gòu) 15.分度對(duì)定機(jī)構(gòu)
圖1 夾具結(jié)構(gòu)圖
圖1 夾具結(jié)構(gòu)圖
(2)夾具操作:將工件裝入兩定位銷,擰緊鉤形壓板螺母,縱向移動(dòng)拖板使對(duì)定機(jī)構(gòu)15的圓柱銷插入到加工第一個(gè)孔的銷孔中。當(dāng)加工完第一個(gè)孔后,松開兩個(gè)鎖緊螺母3,拔出對(duì)定機(jī)構(gòu)15的圓柱銷,移動(dòng)分度塊2,使對(duì)定機(jī)構(gòu)15的圓柱銷插入到加工第二個(gè)孔的銷孔中,并擰緊螺母3,加工第二個(gè)孔。
(3)夾具安裝要求:制造時(shí),分度對(duì)定機(jī)構(gòu)的圓柱銷與襯套12采用配制,配合間隙不大于0.01mm。安裝時(shí),保證夾具加工中心線K與車床主軸軸線同軸度,同軸度公差為0.015mm。定位支承面P與車床主軸軸線垂直,公差為0.02mm。當(dāng)夾具安裝調(diào)整好后,橫向進(jìn)給要鎖死,縱向進(jìn)給設(shè)置死擋鐵。(4)夾具特點(diǎn):采用基準(zhǔn)重合原則,定位誤差小,分度精度較高。刀具兩端支承,跳動(dòng)小,加工孔的尺寸精度高。夾緊可靠,操作方便。經(jīng)長(zhǎng)期使用證明,能充分保證加工精度要求,不足之處是加工過程中不便觀察。
關(guān)鍵字:齒輪泵,齒輪泵殼體,齒輪油泵,白云齒輪泵